
کنترل جک پنوماتیک با پی ال سی S7-1200 زیمنس
در این مقاله به عناوین زیر می پردازیم
آشنایی با پرس های پنوماتیکی
تجهیزات مورد نیاز جهت کنترل جک پنوماتیک با S7-1200
اصول کار پرس پنوماتیک
سیم کشی پی ال سی S7-1200 زیمنس جهت کنترل پرس پنوماتیک
برنامه پرس پنوماتیک به روش نردبانی (LADDER)
ویدیو کنترل پرس پنوماتیک به وسیله ی پی ال سی S7-1200 زیمنس
آشنایی با جک های پنوماتیکی
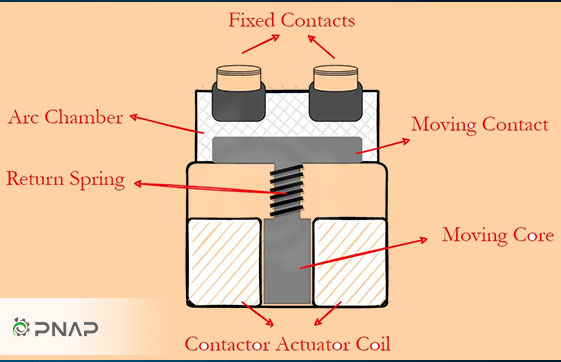
جک های بادی (پنوماتیکی) در واقع نوعی عملگر (اکچیتور) هستند که به شکل های مختلفی وجود دارند. جک های پنوماتیکی یکی پر کاربردترین تجهیزات پنوماتیک در اتوماسیون خطوط تولید ، صنایع پرس ، صنایع ماشین سازی ، صنایع خودرو سازی ، صنایع کاشی وسرامیک و … می باشند سیلندر پنوماتیک توسط هوای فشرده کار می کند، روند کلی حرکت در جک پنوماتیک به این شکل است که هوای فشرده از پورت ورودی جک وارد شده و در پشت سیلندر جمع می شود در نهایت با فشار خود منجر به حرکت صفحه ای شده که شفت جک به آن متصل شده است می گردد.کنترل جک پنوماتیک با S7-1200
جک پنوماتیک یا سیلندر پنوماتیک، دسته ای از عملگر های پنوماتیک هستند که به منظور جابجایی و انتقال نیرو خطی مورد استفاده قرار می گیرند.

تجهیزات مورد نیاز جهت کنترل جک پنوماتیک با پی ال سی S7-1200
اجزای اصلی در زیر ذکر شده است.
- پی ال سی S7-1200 زیمنس
- کمپرسور پنوماتیک
- شیر کنترل جهت 5/2
- شیر کنترل جریان
- سنسور مجاورت
- شاسی استپ و استارت
پی ال سی S7 1200 برای کنترل فرآیند
پی ال سی S7 1200 زیمنس (PLC S7 1200) برای کنترل این دستگاه انتخاب شده است. پی ال سی S7 1200 ورودیهای فرآیند را دریافت میکند و منطقی را اجرا میکند که خروجی لازم را به خروجی انتقال میدهد.

کمپرسور برای تغذیه سیستم پنوماتیک
کمپرسور منبع تغذیه سیستم پنوماتیک است. از کمپرسور برای افزایش فشار هوا استفاده می شود. هوای معمولی جو برای جابجایی اجزا کافی نخواهد بود، زیرا تحت فشار نیست.
برای این منظور از کمپرسور برای افزایش فشار هوا استفاده می شود. کمپرسور هوا را از اتمسفر گرفته و برای افزایش فشار فشرده می کند و سپس برای انجام عملیات به سیستم ارسال می کند. به طور معمول، هوای تحت فشار واحدهایی مانند بار یا psi را نشان می دهد. برای سیستم ما، ما از فشار 5 بار برای فرآیند استفاده می کنیم.
شیر کنترل جهت 5/2
شیر کنترل جهت (DCV) در سیستم پنوماتیک برای کنترل حرکت هوای فشرده استفاده می شود. DCV بسته به سیگنال کنترل جهت را تغییر می دهد که در اینجا 5/2 نشان دهنده 5 پورت و 2 موقعیت سوئیچینگ است. در 5 پورت، 1 پورت برای تامین ورودی، 2 پورت برای سیگنال خروجی و 2 پورت دیگر برای اگزوز استفاده می شود.

شیر کنترل جریان
شیر کنترل جریان برای کاهش جریان هوای فشرده وارد شده به محرک ها استفاده می شود. جریان سیستم را تنظیم می کند که نیروی لازم را به محرک می دهد.
یک دستگیره در بالای شیر وجود دارد که برای تنظیم جریان استفاده می شود.
سنسورهای مجاورت
سنسور مجاورت برای تشخیص وجود یک جسم بدون ایجاد تماس استفاده می شود. القایی، خازنی و فوتوالکتریک برخی از انواع حسگرهای مجاورتی بودند.
بسته به کاربرد ما می توانیم هر یک از انواع حسگرهای مجاورتی را انتخاب کنیم. برای دستگاه پرس خود، از سنسورهای مجاورت القایی برای تشخیص اجسام فلزی استفاده کردیم.
.

شاسی استپ و استارت فشاری
شاسی های فشاری عناصر کنترلی هستند که برای شروع یا توقف فرآیند استفاده می شوند. دکمه فشاری دارای دو کنتاکت است، آنها تماس معمولی باز و تماس معمولی بسته هستند.
کنتاکت معمولی باز عمدتاً در دکمه شروع و کنتاکت معمولی بسته عمدتاً در دکمه فشار توقف استفاده می شود.
ما از دو مخاطب معمولی باز برای شروع فرآیند اصلی پروژه خود استفاده کرده ایم.

سیم کشی PLC S7-1200 دستگاه پرس پنوماتیک
عملکرد دستگاه پرس کاملاً توسط S7-1200 زیمنس کنترل می شود که این پی ال سی با منبع تغذیه 24 ولت DC کار می کند.
در این فرآیند از 4 ورودی که بر روی خود پی ال سی S7-1200 موجود می باشد استفاده شده است. 1 شستی فشاری و 3 سنسور مجاورت استفاده شد. این ورودی ها به آدرس های I0.0، I0.5، I0.7 و I1.1 متصل شدند.
فرمان ها به خروجی های رله متصل می شوند، آدرس های استفاده شده از خروجی پی ال سی S7-1200 زیمنس Q0.0 تا Q0.5 هستند.

هنگامی که دکمه فشار S1 فشار داده می شود، سیگنال هایی را به I0.0 می دهد، به طور مشابه، سنسورهای مجاورت P1، P2، و P3 سیگنال هایی را به I0.5، I0.7 و I1.1 می دهند. این ورودی ها پردازش می شوند و پی ال سی S7-1200 سیگنال را طبق منطق PLC در برنامه به سیم پیچ های رله A1 تا A6 ارسال می کند.
برنامه نویسی به روش نردبانی (LADDER)
برنامه PLC عملکرد ماشین را توصیف می کند که بسته به منطق آپلود شده در PLC، فرآیند اجرا خواهد شد. تمام ورودی ها و خروجی های متصل به PLC باید در منطق ذکر شوند، با این کار فقط همه چیزها در دستگاه اجرا می شوند.
برنامه اشتباه منجر به عملکرد اشتباه در فرآیند می شود و ممکن است به خروجی مورد نظر منجر نشود.

مدار پنوماتیک پرس پنوماتیک
مدار پنوماتیک فرآیند نهایی را با کمک اجزایی مانند سیلندرها، شیر کنترل 5/2 جهت، سنسورهای مجاورت، شیر کنترل جریان و کمپرسور منبع انرژی اجرا می کند.
اصول کار جک پنوماتیک جهت کنترل جک پنوماتیک با S7-1200
توسط منبع هوای فشرده 5 بار به سیستم پنوماتیک داده می شود و در مرحله ی اول تمام سیلندرها در موقعیت پیش فرض قرار دارند هر زمان که دکمه های S1 و S2 فشار داده شدند، فرآیند شروع می شود و این کار ورودی های PLC را فعال می کند و طبق برنامه و منطق PLC، رله های A1 و A2 فعال می شوند.

این رله ها شیر برقی شیرهای کنترل جهت را فعال می کنند که سیلندر 1 و سیلندر 2 را برای حرکت به جلو فعال می کند.

هنگامی که سیلندر 1 و سیلندر 2 بسته می شوند. موقعیت انتهایی سیلندرها توسط سنسورهای مجاورت حس می شد و فرآیند بعدی تنها در صورتی شروع می شود که سیگنالی از هر دو حسگر مجاورتی دریافت کنیم. با در نظر گرفتن اصل ایمنی، ما از منطق PLC برای شناسایی وضعیت سیگنال از حسگرهای مجاورت استفاده می کنیم.

اصول کار جک پنوماتیک
پس از دریافت سیگنال های حسگر مجاورت، عملیات فشار دادن شروع می شود. این توسط سیلندر پنوماتیک دیگری اجرا شد.سیگنال های حسگر باعث می شود رله A3 فعال شود که باعث می شود شیر برقی سیلندر را هدایت کند. سیلندر در مقایسه با نیروی معمولی با کمک شیر کنترل جریان به آرامی حرکت می کند.
دریچه های کنترل جریان با کاهش حجم با کمک دریچه گاز نیروی سیلندر را کاهش می دهند. بسته به اجزای تحت فشار، شیر تنظیم می شود، به طور مشابه، نیرو نیز تنظیم می شود.

اصول کار جک پنوماتیک جهت کنترل جک پنوماتیک با S7-1200
موقعیت انتهایی سیلندر پرس نیز توسط سنسور مجاورت حس می شود. این سنسور مجاورت فاصله دقیقی را که سیلندر باید حرکت کند را مشخص می کند. اگر سیلندر در موقعیت انتهایی قرار گیرد، سنسور مجاورت رلههای A4، A5 و A6 را فعال میکند. این باعث می شود که هر سه سیلندر به موقعیت اصلی/پیش فرض خود برگردند و یک چرخه را کامل کنند. چرخه با فشار دادن مجدد دکمه های شروع S1 و S2 تکرار می شود.
اگر بخواهیم فرآیند را در بین وسایل متوقف کنیم، S3 باید برای توقف فرآیند در هر زمان در حین اجرا فشار داده شود و اگر S3 قبل از فرآیند فعال شود به این معنی است که کل فرآیند شروع نمی شود زیرا به عنوان یک دکمه توقف اضطراری عمل می کند. این نیز یکی از اقدامات ایمنی مورد استفاده در این فرآیند است.

شبیه سازی کنترل پرس پنوماتیک به وسیله ی پی ال سی S7-1200 زیمنس
در ویدیو زیر نمونه شبیه سازی دستگاه پرس پنوماتیک را مشاهده می کنید. کنترل جک پنوماتیک با S7-1200
به زودی …















{kind=link}