
اتوماسیون صنعتی را به راحتی بشناسیم، انواع ، مزایا و راه اندازی پروژه اتوماسیون صنعتی
در این مقاله به عناوین زیر می پردازیم
اتوماسیون صنعتی چیست؟
معایب و مزایای استفاده از اتوماسیون صنعتی چیست
اتوماسیون صنعتی از چه اجزایی ساخته شده؟
کمپانی های برتر حوزه اتوماسیون صنعتی کدامند
مانیتورینگ صنعتی و HMI چیست؟
انواع اتوماسیون صنعتی کدام اند؟
چگونه یک پروژه اتوماسیون صنعتی راه اندازی کنیم؟
گام به گام شناخت اتوماسیون صنعتی
درباره اتوماسیون صنعتی سوالی دارید؟ می توانید در بخش سوالات متداول اتوماسیون صنعتی، پاسخ سوالات خود را بیابید.
گام اول) اتوماسیون صنعتی چیست؟
اتوماسیون صنعتی یکی از جذاب ترین مفاهیم فنی می باشد که علاقمندان زیادی را به سمت خود جذب می نماید. از این رو دوستان ما در وب سایت های خود به تعریف و تشریح مباحث پایهای اتوماسیون صنعتی پرداختهاند . لیکن در این مقاله سعی کردهایم که دیدگاه کاربردی و متفاوتی را از مفهوم اتوماسیون صنعتی برای شما مخاطب عزیز ارائه نماییم. ما میدانیم که اتوماسیون صنعتی یعنی انجام فعالیتها و ثبت دادهها در یک محیط صنعتی به صورت خودکار که هدف آن حذف یا کاهش اثر مستقیم نیروی انسانی در خط تولید است و نتیجهاش بالا رفتن بهرهوری، کیفیت و سرعت تولید می باشد.
بیایید قبل از هر بحثی، فیلمهای زیر را با هم ببینیم :
اتوماسیون و اقسام اتوماسیون
مزایای اتوماسیون صنعتی
- پایین آوردن هزینه های تولید
اتوماسیون صنعتی مزایای بی شماری دارد به عنوان مثال هزینه های نیروی کار را کاهش داده و باعث افزایش بهره وری تولید و کاهش خطاهای انسانی می شود.
- افزایش بهره وری در تولید
بطور کلی بسیاری از کارخانجات، صدها نیروی کار را برای بالا بردن تولید خود استخدام میکنند که به صورت چند شیفت مشغول به کار هستند و برنامه این است که کارخانه تعطیلی نداشته باشد. با این وجود به دلیل تعطیلات یا خرابی خط کارخانه تعطیل می شود اما با پای کار آمدن سیستم های اتوماسیون صنعتی ، تولیدات بدون تعطیلی و 24 ساعته و 7 روز هفته 365 روز از سال به صورت خودکار انجام شده و این امر باعث افزایش بهره وری شرکت می شود.
- افزایش کیفیت تولید
“انسان جایز الخطاست” این ضرب المثل بیانگر این است که نیروی انسانی همیشه احتمال خطا دارد و این امر اجتناب ناپذیر است در صوتی که خطای کامپیوتر نزدیک به صفر است که موجب افزایش کیفیت و تولید محصولات می شود.
- افزایش انعطاف پذیری
اضافه کردن مراحل مختلف در خط تولید نیازمند آموزش یا استخدام نیروی کار متخصص است، اما در اتوماسیون صنعتی برخلاف نیروی کار انسانی نیاز به آموزش و استخدام ندارد.
- افزایش دقت در اطلاعات مانیتورینگ
اضافه کردن سیستم های جمع آوری اتوماتیک دیتا از خط تولید موجب می شود دقت و صحت اطلاعات دریافتی بالا برود و خطای احتمالی در اطلاعات کاهش یابد و همچنین هزینه های جمع اطلاعات نیز به شدت کاهش می باید. این عوامل به شما کمک میکند تا هدر رفت خط تولید را کاهش داده و در نتیجه سود نهایی کارخانه را افزایش دهید.
- افزایش امنیت حین انجام کار
اتوماسیون صنعتی می تواند باعث افزایش امنیت حین کار برای نیروی کار در خط تولید کارخانه شود.
معایب اتوماسیون صنعتی
- هزینه اولیه بالا در هنگام راه اندازی
سرمایه اولیه برای راه اندازی سیستم های اتوماسیون صنعتی برای تبدیل خط تولید های قدیمی به خط تولید مکانیزه و جدید معمولا زیاد است و همچنین نیاز است که نیروی کار متخصص (اپراتور) نیز برای کنترل کردن اتوماسیون در نظر گرفته شود.
با اتوماسیون نیروی کار بیکار نمی شه
همانطور که در ویدئوهای فوق ملاحظه کردید یک خصیصه بارز اتوماسیون صنعتی، سپردن کار نیروی انسانی به ماشین است. این یعنی خودکاری سازی فرآیند تولید با اتوماسیون نیروی کار بیکار نمیشه؟ شاید در نگاه اول سوال ایجاد شود که چرا این مورد را به عنوان مزیت بیان میکنیم در صورتی که نیروی کار ما بیکار خواهد شد. باید در پاسخ اشاره کنیم که پیاده سازی اتوماسیون صنعتی در یک کارخانه یا یک صنعت به معنای حذف نیروی کار نیست، بلکه جایگاه عملکردی نیروی کار ما ارتقا یافته و از فاصله ای کمی دورتر بر فرآیند، نظارت می کند. در ویدئو فوق ملاحظه کردید که عملیات شناسایی ، دسته بندی و جابجایی بطری های آبمیوه توسط ربات ها انجام می شوند. آیا نیروی انسانی بیکار شده؟


آیا نیروی انسانی بیکار شده؟ کدام یک از عکس های فوق میتواند درست باشد؟
در نگاه اول نیروی انسانی حذف شده است ولی در اصل نیروی انسانی وظیفه نظارت بر عملکرد رباتها را بر عهده دارد. همچنین وظیفه سرویس و نگهداری ربات ها انجام می دهد. وظیفه راه اندازی ، برنامهنویسی و تنظیمات رباتها به عهده مهندسین ماهر است که خود بدنه نیروی انسانی میباشند. لذا با این مثال در مییابیم که نقش و جایگاه نیروی انسانی در یک در یک فرآیند اتوماتیک شده ، ارتقا یافته است.
اتوماسیون صنعتی به معنای بیکار شدن نیروی کار نیست ؛ بلکه جایگاه شغلی وی افزایش می یابد.
اما میخواهیم پا را فراتر بگذاریم و واقعیت ماجرا را بازتر کنیم. لطفا به این جمله دقت نمایید. اگر اتوماسیون صنعتی در یک کارخانه اجرا نشود؛ آن کارخانه تعطیل و نیروی انسانی بیکار خواهند شد! در دید کلان اگر یک صنعت و یا یک کارخانه به سمت مکانیزاسیون و اتوماسیون نرود، در عمل نمیتوان با رقبای خود به رقابت بپردازد چراکه تکنولوژی روز به روز در حال پیشرفت است و هر صنعتگری که بتواند سرعت و کیفیت تولید خود را افزایش یابد از دیگری پیشی میگیرد. جهان امروز نمیپذیرد که یک نیروی انسانی مشغول انجام کارهای تکراری طاقت فرسا در یک کارخانه باشد. لذا یک صنعت برای بقا ناچار است به سمت اتوماسیون صنعتی گام بردارد چراکه هم نیروی کار فعلی خود را حفظ می نماید؛ هم سرعت تولید خود را حفظ می نماید؛ هم کیفیت تولید خود را بالا میبرد؛ هم در بین رقبا میتواند حرفی برای گفتن داشته باشد و هم بر تعداد نیروی کار خود میافزاید چراکه با ورود اتوماسیون به یک کارخانه، موقعیتهای شغلی جدیدی شکل خواهد گرفت.
اتوماسیون صنعتی نه تنها باعث بیکاری نمی شود بلکه باعث ایجاد موقعیتهای شغلی جدید نیز میگردد.
یک کارخانه اگر اتوماسیون را پیاده نکند رو به سمت نابودی می رود.
پس تا بدینجا به این نتیجه رسیدیم نیروی کار قرار نیست حذف بشود و اتفاقا نیروی کار افزایش نیز می یابد. اما تاثیر اتوماسیون صنعتی در یک محیط صنعتی بسیار بیش از این است. در یک محیط صنعتی عوامل محیطی فراوانی وجود دارد که امنیت نیروی کار را تهدید می کند.
به طور خاص محل هایی که نیروی کار مستقیما با پروسه یا فرآیند تولید درگیر می باشد. عواملی همچون خطر برق گرفتگی ، مواد شیمیایی ، خطر سقوط از ارتفاع ، مواد منفجره ، صداهای شدید ، نورهای آزاردهنده ، برخورد با دستگاهها ، سقوط اشیا سنگین ، پرتاب برادههای فلزی ، افتادن در چاله و چاه و موارد از این دست به وفور در محیطهای صنعتی وجود دارد.

وقتی ما ارتباط مستقیم با فرآیند را از دست نیروی کار بگیریم و به دست ماشین بسپاریم در واقع امنیت را برای افراد رقم زدیم. فرد می تواند در یک فضای امن تر نظارت بر عملکرد ماشین داشته باشد؛ این ماشین، دستگاه، ربات و تجهیزات، همگی توسط نیروی کار ماهر و با دانش راه اندازی گردیده است.
یکی از مهمترین نتایج شگفت انگیز اتوماسیون صنعتی ، ارائه امنیت به نیروی کار می باشد.
اگر ویدئو ابتدای مقاله را نیز در نظر بگیریم. آیا نیروی انسانی می تواند به مدت 16 ساعت بدون درنگ، جابجایی کارتن های بطریهای آبمیوه را انجام دهد. چیزی که به ذهنمان میرسد این است که سرعت کار کردن روبات ها و ماشین بسیار بیشتر از نیروی انسانی است. همچنین دقت در انجام کار در یک ماشین بسیار بالاتر است. مخصوصا برای انجام کارهای تکراری و پشت سرهم. نیروی انسانی با عوامل طبیعی مواجه است همچون خستگی در کار، کاهش دقت در عملکرد، ضعف جسمانی، خطای دید، خطای انجام کار، خواب آلودگی، مشغله ذهنی، استرس، ترس و… که این ها می تواند سرعت و کیفیت تولید را پایین بیاورد.
افزایش بهره وری | دومین دستاورد اتوماسیون صنعتی
لیکن ماشین مبری از مواد فوق است. البته نه به طور مطلق! ماشین نیز استهلاک دارد و مواردی از این دست؛ که البته با پشتیبانی نیروی انسانی ماهر می توان میزان تاثیر آن در عملکرد ماشین را به حداقل رسانید.
از دیگر مزایای اتوماسیون صنعتی، افزایش بهرهوری است.بهرهوری یعنی افزایش سرعت و دقت و در نتیجه ارتقاء کیفیت محصول
گام دوم) اجزای مهم اتوماسیون صنعتی
اتوماسیون صنعتی دارای اجزای مختلفی است. زیر ساخت های مختلفی هم نیاز دارد از جمله وجود برخی قطعات الکترونیکی نظیر کنتاکتور ها ، سافت استارتر ها ، رله حفاظتی ، الکتروموتور و…. تعدادی از مواردی که در زیر اشاره می گردد، به طور حتم در صنعت اتوماسیون شده وجود خواهند داشت و برخی نیز لزوما در آن وجود ندارند بلکه هر چه سطح اتوماسیون مورد نیاز بالاتر باشد؛ موارد بیشتری از اجزای ذیل در آن استفاده می شوند.
اجزای مهم اتوماسیون صنعتی عبارتند از:

طرح سیستم کنترل اتوماسیون صنعتی
قبل از اجرای هر پروژهای نیاز است ابتدا سیستم کنترل مد نظر طراحی گردد. این مدارک فنی با همفکری شرکت کارفرما و شرکت پیمانکاری صورت میگیرد. در پروژه ای بزرگ عضو سومی نیز وجود دارد به عنوان شرکت مشاور که در واقع رابط بین کارفرما و پیمانکار می باشد. اهم مدارکی که به عنوان طرح اولیه سیستم کنترل می بایست طراحی و جمع آوری گردد عبارتند از:
- لیست MTO
- لیست IO
- نقشه Flow Diagram
- نقشه wiring
موتورها و شیربرقیها در اتوماسیون صنعتی
شاید بتوان عنوان مهمترین عملگر یا انجام دهنده کار در صنایع مختلف رو به موتورهای الکتریکی اتلاق نمود. موتورهای الکتریکی نقش بسیار مهمی در صنایع مختلف ایجاد میکنند. از مهمترین نقش های آن ها میتوان به موارد ذیل اشاره نمود:
و نیز شیرها به عنوان عملگرهای کنترل عبور سیالات در جایگاه مهمی بین عناصر صنعتی جای دارند. در شیرهای صنعتی دو جزء مهم قرار دارد؛ که شامل مکانیزم شیر و محرک شیر میباشد. بسته به نوع سیال ، محل نصب شیر ، کنترل تناسبی یا کنترل ON/OFF ، سیگنال کنترلی و … نوع مکانیزم و نوع محرک برگزیده خواهند شد.

اینورتر و سافت استارتها
همانطورکه میدانیم با توجه به وسعت استفاده از موتورهای الکتریکی در فرآیندهای صنعتی بالاخص موتورهای AC ؛ لزوم کنترل تغذیه الکتریکی موتورها چه در زمان استارت اولیه و چه در زمان کارکد عادی بسیار حائز اهمیت است چراکه ضمن افزایش عمر مفید موتورها منجر به بهرهبرداری بهتر از آن ها ، بالارفتن راندمان فرآیند و کاهش برق مصرفی نیز میگردد.
سافت استارت ها و اینورترها تجهیزاتی هستند که این مهم را در یک فرآیند صنعتی به عهده دارند.

عملگرها و محرکهای هیدرولیکی و پنیوماتیکی
ایجاد حرکت ، ضربه ، جابجایی و … از عملیاتی می باشند که عملگرهای هیدرولیکی . پنیوماتیکی در فرآیندهای صنعتی ایجاد میکنند. کاربرد هیدرولیک و پنیوماتیک بسیار گسترده است. عوامل روغن و هوای فشرده، انرژی مورد استفاده در این عملگرها میباشد. طراحی، مونتاژ، نصب و بهره برداری این سیستمها خود دانش و مهارتی مفصل میباشد. خصوصیت مهم سیستم های پنیوماتیک، سرعت و پاکیزگی میباشد. نیز در مورد سیستمهای هیدرولیکی می توان خصوصیت قدرت و دقت را نام برد.


پردازش تصویر در اتوماسیون صنعتی
قبل از توضیح در مورد پردازش تصویر، ویدئو ذیل را ملاحظه کنید.
همانطور که ملاحظه کردید ویژگی بارزی که فرآیند مونتاژ فوق دیده شد؛ سرعت عملکرد روبات همراه با دقت بالا بود.
حتما پاسخ سوالات فوق را در محتوی ویدئو پیبرده اید. قبل ورود قطعات سفید و مشکی به محدودهی عملکردی ربات، از زیر یک خط قرمز رنگ عبور می کردند. در واقع این نور قرمز نشان دهنده محدوده عکس برداری دوربین صنعتی بود که داده ها را به CPU خود منتقل می کند و آن بر اساس الگوریتم پردازش تصویر که برایش تعریف شده است؛ رنگ ، زاویه قرارگیری و بسیاری پارامتر دیگر از قطعات عبوری را تشخیص می دهد. سپس با فرمان به روبات، روبات طی یک حرکت صحیح میتواند قطعه سفید و مشکی را از زاویه درستی برداشت کرده و به سمت واحد مونتاژ قطعه نارنجی انتقال دهد.
ربات های صنعتی
با نمونه های مختلفی از ربات ها آشنا هستیم لیکن موضوع بحث ما ربات های صنعتی می باشند که در صنعت می توانند فعالیت نیروی انسانی را انجام دهند.
انواع روباتهای صنعتی را میتوان به صورت ذیل دسته بندی نمود:
- ربات های بازو
- ربات های اسکارا
- ربات های بند بند
- و انواع دیگر رباتها…

نقشهها و مستندات فنی As-Built
همیشه در پایان پروژهها می بایست شرکت پیمانکار مستندات لازم را به شرکت کارفرما تقدیم کند. این نقشه ها و مستندات با توجه به آخرین تغییرات صورت گرفته در اجرای پروژه است که در اصطلاح مستندات As-Built نام میگیرند.
گام سوم) کمپانی های برتر اتوماسیون صنعتی
در این گام میخواهیم به بررسی مختصری از کمپانیهای برتر دنیا در زمینه تولید تجهیزات و ارائه خدمات اتوماسیون صنعتی بپردازیم.

از اجزای اصلی اتوماسیون صنعتی میتوان به تجهیزات پی ال سی PLC و اشاره نمود. طبق مقاله آقای Tim Dawson منتشر شده در سایت interactanalysis ، کمپانیهای برتر سال 2017 در تولید و خدمات دو تجهیز فوق به صورت ذیل دستهبندی میگردند :
-
کمپانی های برتر تولید PLC

رتبه اول) شرکت SIEMENS
- تاسیس در سال 1879 توسط ورنر فون زیمنس در کشور اتریش
- شرکت چند ملیتی در مرکز مونیخ آلمان
- کارکنان بالغ بر 370 هزار نفر در 190 کشور جهان
- رتبه دوم ثبت اختراع در اروپا و رتبه دهم در آمریکا
- درآمد : 83 ملیارد یورو
- سود خالص: 12/6 ملیارد یورو
- مجموع دارایی: 91/138 میلیارد یورو

محصولات : تجهیزات مخابراتی. تجهیزات تولید برق. سیستم های خودکارسازی یا اتوماسیون. تجهیزات نورپردازی. تجهیزات پزشکی. سیستم های ریلی. لوازم خانگی. سامانه اعلام حریق. فناوری اطلاعات. مهندسی پروژه و ساخت و ساز
رتبه دوم) شرکت Rockwell Automation
- تاسیس در میلواکی ایالات متحده 1903 توسط برادرانبردلی و دکتر استنتون آلن که چند سال بعد لیندن بردلی رئیس جمهور آمریکا شد
- کارکنان: بالغ بر 22500 نفر
- درآمد: 69/6 میلیارد دلار
- سود خالص: 8/826 میلیون دلار
- در 100 کشور جهان اعم از اروپا و آفریقا و آسیا نمایندگی فعال دارد و هیچ نامی از ایران در سایت آن نیامده
- شرکت تجهیزات الکتریکی آمریکایی است که در زمینه تولید تجهیزات الکترونیکی –مهندسی برق –تهجیزات توزیع و انتقال انرژی فعالیت میکند

- ابتدا در حوزه رادیویی فعالیت میکرد و در طول دهه 1980 این شرکت وارد دنیای توماسیون صنعتی و کنترل کنندهها شد
- از سال 2002 شرکت به دو بخش بین المللی یکی بخش راکول کالینز (هوایی) و دیگری راکول اتوماسیون (اتوماسیون صنعتی)
محصولات : سیستمهای کنترل. مولفههای کنترلصنعتی. نرم افزار اطلاعات. دستگاههای کنترل موتور. ابزار دقیق- فناوری شبکه. فناوری ایمنی و امنیت صنعتی
رتبه سوم) شرکت Mitsubishi
- تاسیس در سال 1921 توسط شرکت مادر به نام Mitsubishi
- کار کنان بالغ بر 139 هزار نفر در 50 کشور جهان
- شرکتی الکترونیکی چند ملیتی ژاپنی
- درآمد: 4400 ملیارد ین
- سود خالص 290 ملیارد ین
- دارایی 3600 ملیارد ین
محصولات : لوازم خانگی. پنلهای فتوولتائیک. تجهیزات برق خورشیدی. انواع سنسورها. سیستمهای راداری و ماهواره. پمپهایحرارتی. آسانسور. سیستم های اتوماسیون صنعتی. ماشین های الکتریکی و خط نورد

رتبه چهارم) شرکتSchneider Electric
- تاسیس 1836 توسط یوجین اشنایدر در فرانسه
- این شرکت متخصص در تجهیزات برقی است
- تعداد کارکنان: 155286</span
- درآمد:72/25 میلیارد یورو
- سود خالص:43/2 میلیارد یورو
- مجموع دارایی: 43 میلیارد یورو
- این شرکت هم مانند زیمنس جزئی از شاخص بورس یورو 50 است.
محصولات : اتوماسیون ساختمان. سیستمهای ایمنی صنعتی. سیستم های کنترل صنعتی. توزیع برق. شبکه برق اتوماسیون. شبکه هوشمند و ابزار دقیق

رتبه پنجم) شرکت OMRON
- تاسیس 1933 در ژاپن توسط کازوما تاتیشی
- فعالیت در حوزه الکترونیک
- تعداد کارکنان:39427
- محصولات: اتوماسیون صنعتی – الکترونیک خوردو – تجهیزات پزشکی
- درآمد: 1/9 میلیارد دلار
- سود خالص: 650 میلیون دلار
- مجموع دارایی: 2/10 میلیارد دلار

-
کمپانی های برتر تولید DCS

رتبه اول) شرکت ABB
- تاسیس 1891 در سوئیس
- تعداد کارکنان : 147000
- محصولات: تجهیزات برق قدرت و اتوماسیون
- درآمد: 6/27 میلیارد دلار
- سود خالص: 17/2 میلیارد دلار
- مجموع دارایی:5/44 میلیارد دلار
- شرکتی سوئیس، سوئدی است که در زمینه روباتیک، نیرو، تجهیزات الکتریکی سنگین و فناوری اتوماسیون فعالیت میکند.

رتبه دوم) شرکت Honeywell Process Solutions
- تاسیس 1903 در آمریکا (مدیر عامل: داریوش آدامچکیک)
- تعداد کارکنان:114000 نفر
- درآمد خالص: 8/6 میلیارد دلار
- دارایی:8/57 میلیارد دلار
- شرکتی بین المللی که در زمینه هوافضا. فن آوری های ساختمانی. نرم افزارهای ایمنی و تولید و کنترل اتوماسیون و خرده فروشی فعالیت میکند.
محصولات : سنسورها. دستگاههای تهویه هوا. تجهیزات هوافضا و دفاع. تجهیزات امنیت سایبری و اتوماسیونصنعتی

رتبه سوم) شرکت SIEMENS
- تاسیس در سال 1879 توسط ورنر فون زیمنس در کشور اتریش
- شرکت چند ملیتی در مرکز مونیخ آلمان
- کارکنان بالغ بر 370 هزار نفر در 190 کشور جهان
- رتبه دوم ثبت اختراع در اروپا و رتبه دهم در آمریکا
- درآمد : 83 ملیارد یورو
- سود خالص: 12/6 ملیارد یورو
- مجموع دارایی: 91/138 میلیارد یورو
محصولات : تجهیزات مخابراتی. تجهیزات تولید برق. سیستم های خودکارسازی یا اتوماسیون . تجهیزات نورپردازی. تجهیزات پزشکی. سیستم های ریلی. لوازم خانگی . سامانه اعلام حریق. فناوری اطلاعات . مهندسی پروژه و ساخت و ساز
رتبه چهارم) شرکت Yokogawa Electric
- تاسیس 1915 در ژاپن
- تعداد کارکنان: 21000 نفر
- درآمد: 1/4 میلیارد دلار
- درآمد خالص:450 میلیون دلار
- مجموع داریی: 1/5 میلیارد دلار
محصولات : ابزار دقیق. اتوماسیون صنعتی و تجهیزات آی تی ، شرکتی ژاپنی که تخصصصی در زمینه برق و نرم افزار مبتنی بر اندازهگیری – کنترل و فناوری اطلاعات فعالیت میکند. 69 شعبه در سراسر جهان دارد این شرکت در اتوماسیونهای DCS پیشگام است.

رتبه پنجم) شرکت Schneider Electric
- تاسیس 1836 توسط یوجین اشنایدر در فرانسه
- این شرکت متخصص در تجهیزات برقی است
- تعداد کارکنان: 155286
- درآمد:72/25 میلیارد یورو
- سود خالص:43/2 میلیارد یورو
- مجموع دارایی: 43 میلیارد یورو
- این شرکت هم مانند زیمنس جزئی از شاخص بورس یورو 50 است
محصولات : اتوماسیون ساختمان.سیستمهای ایمنی صنعتی. سیستم های کنترل صنعتی. توزیع برق . شبکه برق اتوماسیون . شبکه هوشمند و ابزار دقیق
گام چهارم) PLC چیست؟
پی ال سی PLC یا همان کنترل کننده منطقی برنامهپذیر به عنوان هسته مرکزی اتوماسیون صنعتی مورد استفاده قرار میگیرد. در هر کارخانه یا صنعت که اتوماسیون پیاده میگردد میبایست یک تجهیز وظیفه کنترل و مدیریت تمام فرآیند را بر عهده بگیرد. در واقع این عمل در صنایع سنتی بر عهده انسان است. لیکن هنگامیکه فرآیند بزرگتر، دقیق تر، سریعتر و حساستر میشود؛ کنترل سریع و درلحظه فرآیند دیگر از انسان برنمیآید بلکه می بایست یک تجهیز پردازشگر و کنترل کننده این وظیفه را بر عهده گیرد.

به زبان دقیقتر وظیفه پی ال سی PLC ها در فرآیندهای صنعتی، دریافت و ذخیره اطلاعات از فرآیند (ورودیها) ، پردازش الگوریتم کنترلی (برنامه) و فرمان به عملگرها و عمل کنندههای فرآیند (خروجی ها) میباشد.
پس، از ویدئو فوق درمییابیم که سه جزء اصلی هر پی ال سی PLC شامل موارد زیر است:
- ورودیها (ماژول ورودی)
- CPU (واحد پردازش مرکزی)
- خروجیها (ماژول خروجی)
در ویدئو زیر شناخت بهتری نسبت به پی ال سی PLC ها بدست خواهیم آورد.
اجزای اصلی PLC ها را میتوان به صورت زیر نام برد
- CPU
- DI Module
- DQ Module
- AI Module
- AQ Module
- Power Supply
- Function Module
- Communication Module
- Remote IO
- Interface Module
- Rail/Rack
- Memory Card
- Programming Cable
- و …

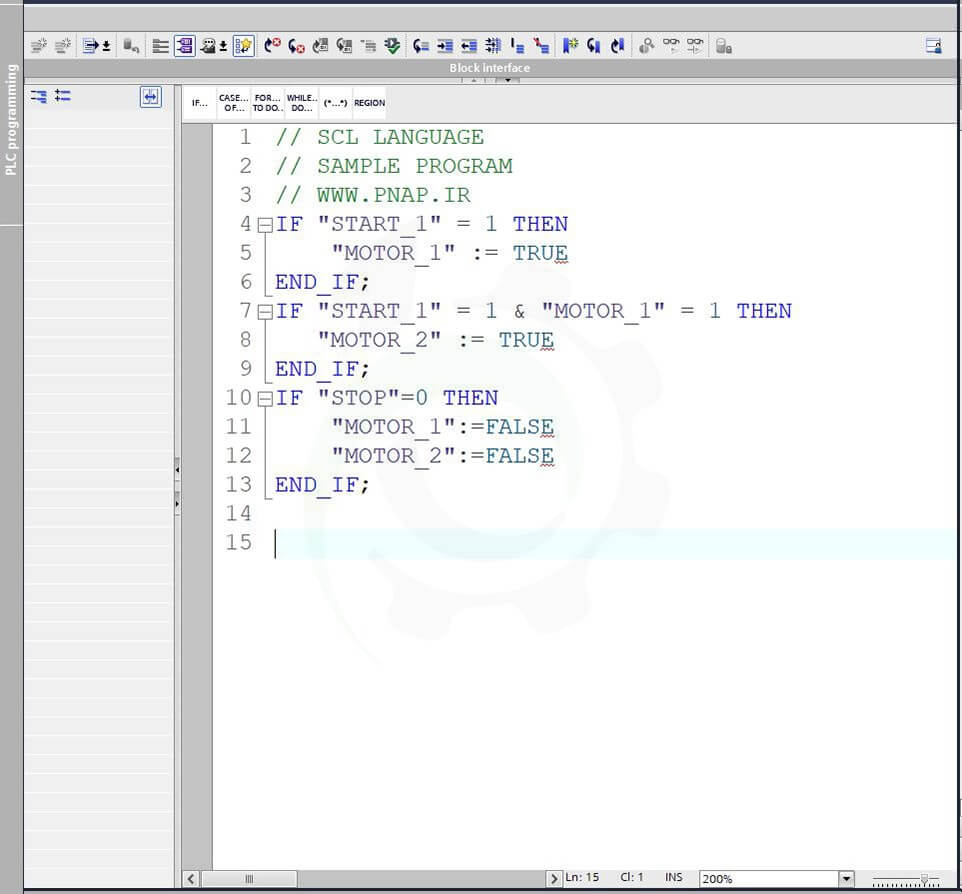
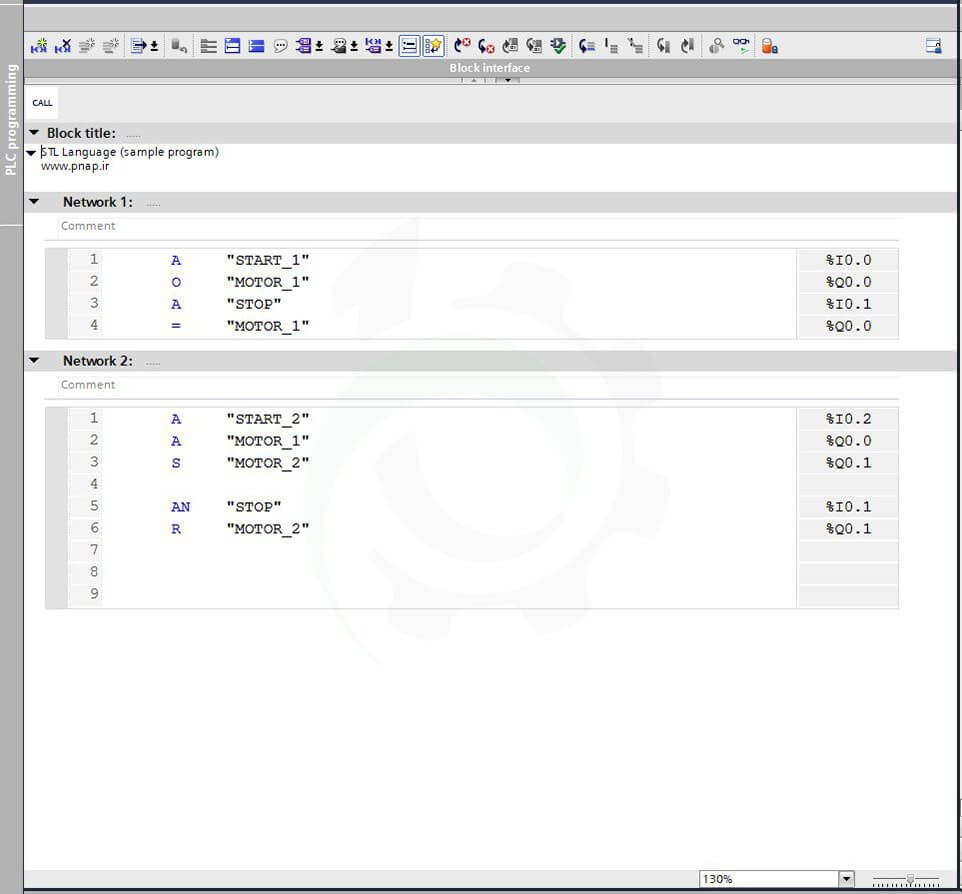
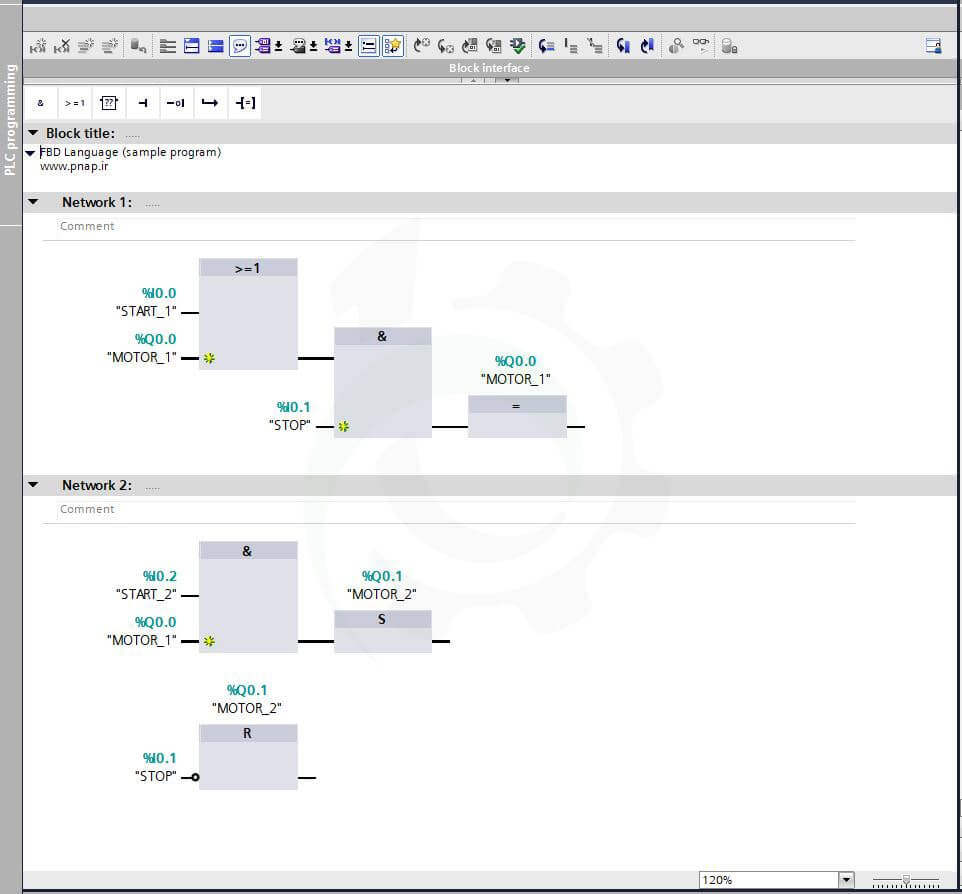
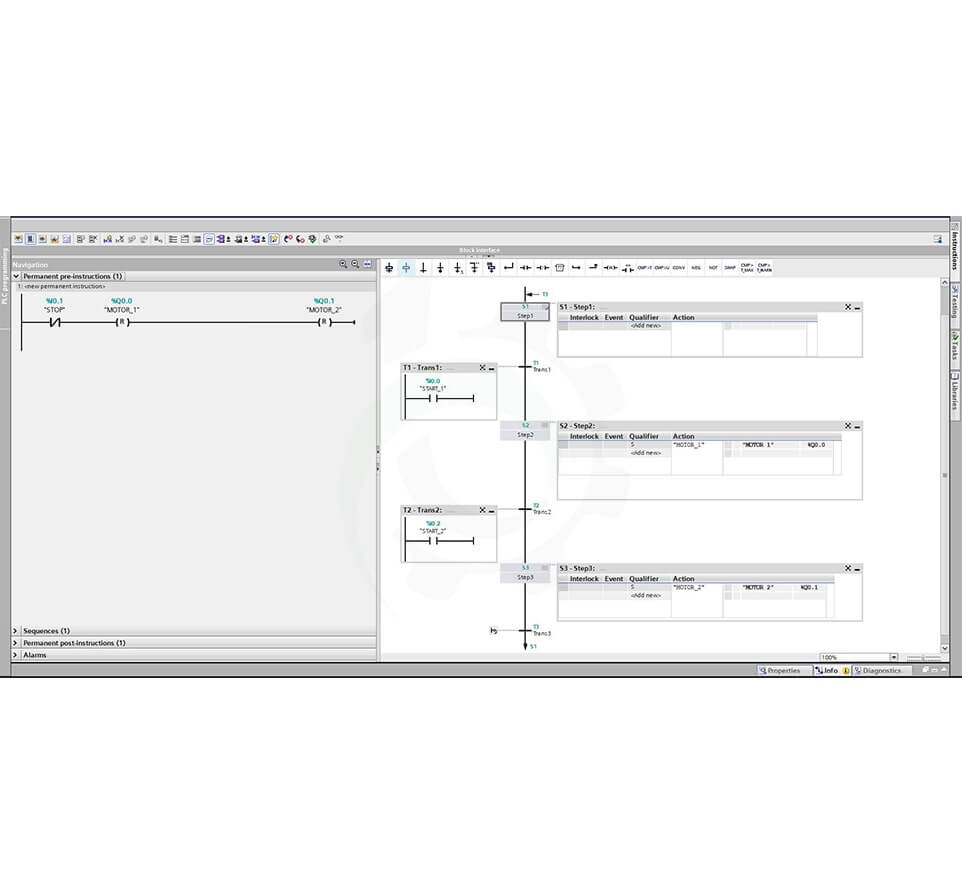
زبان برنامهنویسی پی ال سی PLC ها بر اساس استاندارد شرکت زیمنس عبارتند از :
- LAD
- FBD
- STL
- SCL
- Graph
- Higraph
در فایل صوتی فوق با هم یک نکته مفید و قابل توجه در مورد برنامهنویسی رو فرا گرفتیم. از این دست نکات ریز و درشت در برنامهنویسی پی ال سی PLC ها به وفور وجود دارد که حاصل تجربه سال ها انجام پروژههای گوناگون است.
گام پنجم) مانیتورینگ صنعتی و HMI چیست؟
ویدئو زیر را مشاهده بفرمایید.
همانطور که از محتوی ویدئو فوق دریافتیم HMI یک رابط میان نیروی انسانی و کنترلر است. همانطور که نام HMI نشان میدهند یعنی رابط میان انسان و ماشین. اگر HMI وجود نداشته باشد؛ چگونه میتوان با پی ال سی PLC ارتباط داشت!؟
برای پاسخ این سوال میبایست اندکی به عقب برگردیم. جایی که یک PLC وظیفه کنترل یک فرآیند را بر عهده میگیرد. یک مهندس برنامه و الگوریتم پی ال سی PLC را مینویسد و بر روی پی ال سی PLC بارگذاری میکند. سپس پی ال سی PLC با فرمان گرفتن از ورودیهای خود میتواند بر طبق الگوریتم تعریف شده، خروجی ها را کنترل نماید. در واقع در حالت فوق تنها راه ارتباطی میان انسان و پی ال سی PLC دو مسیر است.
مسیر اول: مهندس برنامه نویس که الگوریتم را مینویسد.
مسیر دوم: اپراتور خط تولید که تنها می تواند توسط شستیها و سوئیچ و پتانسیومتر به ورودی پی ال سی PLC فرمان دهد.
آیا مهندس برنامه نویس همیشه در کارخانه وجود دارد؟ خیر
آیا مراحل اتصال به پی ال سی PLC از طریق کامپیوتر و ایجاد تغییرات در برنامه و الگوریتم به سرعت می تواند انجام شود؟ خیر
آیا اپراتور خط تولید می تواند تمام خواستههای خود از پی ال سی PLC را فقط از طریق شستی و سوئیچ و پتانسیومتر به آن اعمال کند؟ خیر
با همین چند سوال ساده در مییابیم که سیستم کنترل ما کامل نیست. HMI این زنجیره را کامل میکند. HMI میتواند با دریافت فرمان ها از اپراتور و اعمال آن به پی ال سی PLC، هر آنچه اپراتور میخواهد را مورد تغییرات قرار دهد. و از این هم بیشتر، اپراتور میتواند فرآیند تولید و وضعیت تمام ورودی و خروجیها و نیز گرافیگ پویا پروسه تولید را در HMI مشاهده کند.
مانیتورینگ صنعتی چیست؟
تمام وظایفی را که در مورد HMI نام بردیم در زیر مجموعه وظایف مانیتورینگ صنعتی قرار میگیرد. به طور دقیق تر مانیتورینگ صنعتی یک مفهوم است و معنای آن ایجاد بستری است که اپراتور بتواند ضمن مشاهده گرافیکی فرآیند تولید و اطلاع از وضعیت های عادی یا غیر عادی آن ، به هر صورتی که می خواهد فرمان به پی ال سی PLC داده و مقادیر متغیرهای تولید را مورد تغییرات قرار دهد. HMI یکی از ابزارهای مانیتورینگ صنعتی است. یکی از دیگر از ابزارهای آن، SCADA است.
بستری است که اپراتور بتواند ضمن مشاهده گرافیکی فرآیند تولید و اطلاع از وضعیت های عادی یا غیر عادی آن ، به هر صورتی که می خواهد فرمان به PLC داده و مقادیر متغیرهای تولید را مورد تغییرات قرار دهد . تفاوت مانیتورینگ صنعتی از طریق HMI و از طریق SCADA را در ویدئو ذیل به دقت مشاهده کنید.
پاسخ مثبت است. اما نه برنامهنویسی به شکل برنامه نویسی PLC. بلکه یه شکل مخصوص به خودش.
برنامه نویسی سیستمهای مانیتورینگ به زیر شاخههای مختلفی تقسیم می شود از جمله:
- طراحی گرافیکی فرآیند
- طراحی صفحات مختلف بر اساس نیاز فرآیند
- تنظیم و اختصاص Tag ها (رابط بین برنامه PLC و HMI)
- برنامه نویسی ماکرو و Script ها
- پیکربندی ساختمان داده ها و Recipe ها
- تنظیم و تعریف Alarm ها و Event ها
- تعریف و تنظیم PLC یا PLC های متصل به سیستم مانیتورینگ

در فایل صوتی زیر به بررسی و دسته بندی نرم افزارهای مانیتورینگ زیمنس خواهیم پرداخت. با ما همراه باشید.
گام ششم) شبکه های صنعتی چیست؟
شبکههای صنعتی وظیفه ارتباط میان دو یا چند تجهیز صنعتی را بر عهده دارند به طوریکه یک ارتباط با ظرفیت انتقال اطلاعات بالا فراهم میگردد. ویدئو زیر را ملاحظه بفرمایید.
آیا نمیتوان به طور مستقیم یک PLC را با PLC دیگر ارتباط داد و از شبکه استفاده نکرد؟
پاسخ اینجاست که بله. ولی ظرفیت انتقال داده به طور مستقیم چقدر است؟ به اندازه میزان حجم سیمکشی که میان دو PLC انجام میشود. به طور مثال فرض کنید که میخواهیم روشن شدن موتور در PLC اول را به PLC دوم نیز اطلاع دهیم. بنابراین می بایست از خروجی PLC اول (که حاوی داده روشن شدن موتور است) به ورودی PLC دوم متصل نماییم یعنی یک رشته سیم میبایست برای این داده انتقال یابد. حال فرض کنید که وضعیت 100 موتور از PLC اول را میخواهیم به اطلاع PLC دوم برسانیم! خیلی واضح است که 100 رشته سیم لازم داریم! این همان جایی است که شبکه صنعتی خود را نشان میدهد. ما میتوانیم با استفاده از دو رشته (شبکه صنعتی) تمام اطلاعات مورد نیاز از PLC اول را به PLC دوم منتقل نماییم و نیز بالعکس این کار نیز امکان پذیر است. کاهش حجم سیم مورد استفاده جهت انتقال دادهها نیز از دیگر مزیتهای شبکه ای صنعتی است.
مزیت های شبکههای صنعتی
- کاهش حجم سیم کشی
- امکان عیب یابی بسیار آسان تر
- هزینه کمتر
- امکان ارسال و دریافت حجم عظیمی از داده ها
- امکان به اشتراک گذاردن داده های یک فرآیند صنعتی میان تعداد زیادی از تجهیزات
- امکان ارسال داده ها به محل های خیلی دور (باسیم و بی سیم)
- ارسال و دریافت داده های کنترلرها برای سیستم های مانیتورینگ
- و ….
شبکههای صنعتی در انواع مختلفی دستهبندی می شوند. یکی از معیارهای دستهبندی، نوع پروتوکل شبکه میباشد. پروتکل عبارت است از مجموعه قوانینی که هر نوع شبکه مخصوص خود دارد و در بردارنده نوع انتقال داده، سرعت انتقال، تعداد سیمهای ارتباطی، سطح ولتاژ، منطق ساخت پاکت داده ها، لایههای فیزیکی و غیرفیزیکی شبکه و … میباشد.
تعدادی از مهمترین پروتکل های شبکه در ذیل آمده است:
- ModBus
- ProfiBus
- MPI
- CANopen
- Ethercat
- Ethernet
- ProfiNet
- ASI
- HART
- ControlNet
- و …

به دلیل فراگیر شدن پروتوکل ETHERNET یا ProfiNet در ویدئو ذیل به تشریح این پروتکل پرداخته است که دعوت میشود حتما ملاحظه بفرمایید:
گام هفتم) تابلو کنترل
یکی از اجزای مهم اتوماسیون صنعتی ، طراحی و اجرای تابلو کنترل میباشد. به ویدئو ذیل توجه فرمایید:
نقش تابلوی کنترل بسیار مهم است چراکه در نگاه اول یک محفظه ای است که تمام اجزای کنترلی را در خود جای داده است. پس حداقل مقاومتهای فیزیکی را میبایست در مقابل عوامل محیطی صنعتی مثل گردوخاک ، رطوبت، گرما، سرما، نور مستقیم، لرزش، ضربه، نویز و … داشته باشد.
اما در نگاه حرفهای تر، در طراحی یک تابلوی کنترل مناسب می بایست تجهیزات حفاظتی مناسب و کامل برای حفاظت الکتریکی تجهیزات کنترلی در نظر گرفته شود.
به عنوان مثال تجهیزی وجود دارد با نام برق گیر یا Serge Arrester که وظیفه دفع ولتاژ صاعقه مانند خط ورودی برق را بر عهده دارد. یک تجهیز ساده اما بسیار مهم که میتواند از آسیب های چند صدمیلیون تومانی به تابلوی کنترل جلوگیری کند. و یا ترانسفورماتور ایزوله و مواردی از این دست همگی می بایست توسط مهندس طراح تابلوی کنترل مورد استفاده قرار گیرند. دعوت میکنم ویدئوی جذاب زیر را که مراحل ساخت و مونتاژ یک نمونه تابلوی کنترل را نشان می دهد ملاحظه بفرمایید.
گام هشتم) انواع اتوماسیون صنعتی کدام اند؟
به طور کلی می توان انواع سیستم های اتوماسیون صنعتی را به دو دسته ذیل تقسیم بندی نمود:
- اتوماسیون فرآیند Process Automation
- اتوماسیون کارخانه Factory automation
صنایع و کارخانجات مختلفی در دنیا وجود دارند که هر کدام به طریقی محصول خود را تولید میکنند. لیکن نوع محصول متفاوت است.
اتوماسیون کارخانه به صنایعی اتلاق میشود که در آن حرکتها و جابجایی های زیادی وجود دارد. به عنوان مثال حرکت رباتها برای جابجایی قطعات ، مراحل بستهبندی محصول تولید شده ، دربندی قوطیها ، عملیات ماشین کاری یک قطعه فلزی و بسیار مثالهایی از این دست در زمره Factory Automation قرار میگیرند. نقش رباتها در این نوع فرآیندها بسیار دیده می شود. مهمترین پارامترهای کنترلی در اتوماسیون کارخانه عبارتند از :
- سرعت
- تعداد
- زمان
- رنگ
- وزن
اما اتوماسیون فرآیند به صنایعی گفته میشود که معمولا میزان تحرک آنها کم است ، فرآیندها به صورت استاتیک تر انجام می شوند. به عنوان مثال فرآیند پخت و کنترل دما محصول در تانک ، فرآیند کنترل دبی آب عبوری از خط لوله ، فرآیند کنترل فشار مخزن و دیگر مثال های این چنینی در دسته Process Automation قرار میگیرند. نقش سیالات در این فرآیندها بسیار پر رنگتر است. مهمترین پارامترهای کنترلی در اتوماسیون فرآیند عبارتند از :
- دما
- سطح
- فشار
- دبی
- رطوبت
نحوهی کنترل، انتخاب تجهیزات کنترلی، زبان برنامه نویسی و بسیار نکات دیگر در طراحی دو نوع سیستم فوق میبایست مورد توجه قرار گیرند. یک نمونه Factory Automation را در ویدئو ذیل مشاهده میکنید.
و نیز یک نمونه Process Automation در ویدئو بعدی آماده مشاهده است.
گام نهم) هرم اتوماسیون
اما می رسیم به این مرحله که میبایست با هرم اتوماسیون صنعتی آشنا شویم. اتوماسیون دارای سطوح مختلفی است که هر سطح وظیفه بخصوصی را بر عهده دارد.
به طور کلی سطوح اتوماسیون را می توان به چهار دسته تقسیمبندی نمود:
- سطح مدیریت – Management Level
- سطح مانیتورینگ – Monitoring Level
- سطح کنترل – Contro Levell
- سطح فرآیند – Field Level
لطفا ویدئو ذیل را با دقت ملاحظه کنید. البته دسته بندی سطوح اتوماسیون در ویدئو با دسته بندی فوق اندکی متفاوت است که دیدن آن خالی از لطف نیست.
گام دهم) مراحل راه اندازی یک پروژه
و اما به عنوان گام دهم و آخر از شناخت دانش و مهارت اتوماسیون صنعتی، میخواهیم به سراغ شناخت مراحل راه اندازی یک پروژه برویم. به طور کلی دو مرحله برای راه اندازی یک پروژه اجرا می گردد :
- تست و تحویل در کارخانه (پیمانکار) FAT
- تست و تحویل نهایی در محل پروسه (کارفرما) SAT
FAT مخفف Factory Acceptance Testing و SAT مخفف Site Acceptance Testing است. همان طور که از نام این دو پیداست FAT به مراحل تست و تحویل سیستم کنترل در محل کارگاه یا کارخانه پیمانکار بر میگردد و SAT مرحلهای است که سیستم کنترل به محل سایت فرآیند برده میشود و در آنجا تست های نهایی جهت راه اندازی انجام می گیرد. قاعدتا در FAT اماکن بروز خطا با هزینه و خسارت بسیار کمتری همراه خواهد بود و میتوان در بهترین زمان، مشکلات و خطاهای پیش آمده در سیستم کنترل را رفع و اصلاح نمود. لیکن در SAT بسیار فرآیند حساستر خواهد بود و هر گونه اشتباه یا سهل انگاری ممکن است با عواقب جانی و مالی فراوان همراه باشد.
ازین رو چند مرحله انجام فرآیند FAT در محیط پیمانکار که حتی به تایید نماینده کارفرما هم میرسد؛ زیاد به جایی برنمیخورد. برنامه ریزی صحیح برای انجام مراحل FAT و SAT نیاز به دانش، مهارت و تجربه دارد و به عنوان مراحل پایانی انجام یک پروژه صنعتی میتواند در حسن انجام کار پیمانکار بسیار تاثیرگذار باشد. ویدئو ذیل در ارتباط با فرآیند FAT نکات جالب توجهی را بیان میکند.




{kind=link}
{kind=link}
{kind=link}
{kind=link}